
Dopo aver parlato dell’applicazione della clinciatura ai nostri controtelai, approfondiremo nel dettaglio la tecnica stessa, evidenziando alcune peculiarità praticate in modo specifico da Filmar.
Si tratta di un metodo di assemblaggio delle lamiere metalliche o di pezzi estrusi (come i nostri rinforzi laterali) effettuato a freddo con pressodeformazione.
La presso fusione si ottiene mettendo in contatto tra loro le superfici metalliche che vengono pressate tra una matrice ed un punzone.
Questo procedimento risulta particolarmente facile per unire superfici estese come le lamiere, ma è particolarmente complicato per i manufatti estrusi.
Per questi ultimi infatti bisogna prevedere un punzone da inserire internamente al pezzo, progettato su misura per l’estruso stesso.
Esistono tecniche di clinciatura che consentono di assemblare acciaio con acciaio inox ma anche alluminio e materiali non ferrosi.
Entriamo, dunque, nel vivo dell’argomento e
approfondiamo la tecnica della clinciatura
Andiamo maggiormente nel dettaglio mostrando le fasi stesse della clinciatura.
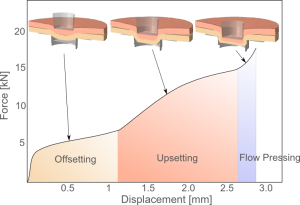
Come possiamo notare dalla figura, la fase più importante è l’ultima (flow pressing) perché è in essa che si crea la deformazione saldante tra i materiali.
E’ questa fase che differenzia totalmente la clinciatura dalla semplice punzonatura, qui infatti i due strati metallici vengono pressati in maniera tale che si formi una piegatura bloccante tra essi.
Bisogna dunque strutturare il punzone e la matrice in modo tale che essi possano consentire questa leggera dilatazione del primo strato nel secondo.
Come già detto, il processo avviene a freddo, però è possibile riscaldare leggermente punzone e matrice per favorire un effetto plastico durante il contatto tra i due strati.
Questo effetto unisce maggiormente i materiali ottimizzando la solidità della clinciatura stessa.
Concludiamo l’articolo ragionando su alcuni semplici dati tecnici che rendono l’idea di quanto sia difficile realizzare un’ottima clinciatura.
- Se nella terza fase la pressione tra punzone e matrice è troppo alta o si fornisce un riscaldamento ai materiali troppo elevato, si rischia di assottigliare eccessivamente le superfici di contatto, creando un punto di facile rottura nella struttura.
- Se, durante le prime due fasi, la conformazione degli strati non è ottimale si possono creare dei vuoti che indeboliscono la struttura sia chimicamente (aria interna che corrode le superfici) che fisicamente (facile rottura).
- Bisogna controllare continuamente le macchine che effettuano la clinciatura affinché queste offrano pressione e contatto ottimali con le superfici.
Tutto ciò però non basta, un buon produttore di manufatti industriali deve “non fidarsi di se stesso”, ovvero deve sottoporre a controlli severi il proprio prodotto, per garantire solo il meglio ai propri clienti.
Per questo motivo noi di Filmar abbiamo scelto uno dei migliori istituti italiani di testing e controllo industriale, l’Istituto Giordano.
Nel prossimo articolo approfondiremo proprio i test effettuati sui nostri prodotti in questo istituto, ponendo attenzione sulle garanzie che offre l’Istituto Stesso.
Filmar: qualità comprensibile a tutti.
